ওয়াইজে সিরিজের যথার্থ চাপ গেজ
Cat:চাপ গেজ
◆ মডেল: YJ150 YJ150A ◆ ব্যবহার: এই সিরিজের যন্ত্রগুলি মূলত শিল্প বা সিভিল সাধারণ চাপ গেজগুলি ক...
বিশদ দেখুন


কারণগুলির বিশ্লেষণ: পারিপার্শ্বিকতা, উপাদান, যাচাইকরণ / মানব হস্তক্ষেপ, যাচাইকরণের নিয়ম, তৃতীয় পক্ষের পরীক্ষা প্রতিষ্ঠান, মেশিন ব্যবহার করুন
পারিপার্শ্বিক:
· পাত্রের ভিতরে এবং বাইরের মধ্যে চাপের পার্থক্য।
· পরিবহন বা ইনস্টলেশন প্রক্রিয়া উল্লেখযোগ্য বাহ্যিক শক্তির প্রভাবের শিকার হয়েছিল।
· ড্যাম্পার হোল ব্লকেজ।
উপকরণ:
· ইলাস্টিক উপাদান ক্র্যাকিং.
· ইলাস্টিক উপাদান চেহারা ত্রুটি.
· ইলাস্টিক উপাদান কাঁচামাল দুর্বল সহজাত কর্মক্ষমতা আছে.
যাচাই/মানব হস্তক্ষেপ:
উত্পাদন প্রক্রিয়া ফুটো সময় ঢালাই অবস্থান.
· টাইমিং মেকানিজম স্ক্রু শক্ত করা হয়নি, এবং পয়েন্টারটি শক্তভাবে চাপানো হয়নি।
অন-সাইট ইনস্টলেশন প্রক্রিয়া চলাকালীন অনুপযুক্ত অপারেশন.
যাচাই করার নিয়ম:
· উত্পাদনের প্রাথমিক পর্যায়ে, ঢালাই চাপের মধ্যে রাখা হয়েছিল কিন্তু পরে কোনো বার্ধক্য চিকিত্সা করা হয়নি।
চাপ পরিমাপক ক্রমাঙ্কন করার সময়, প্রয়োজনীয় ক্রমাঙ্কন করা হয়নি।
থার্ড-পার্টি টেস্টিং ইনস্টিটিউশন:
· পিক আপ বা নিচে রাখার সময় যত্ন সহকারে হ্যান্ডেল না.
· সনাক্তকরণ সরঞ্জামের চাপ 15% থেকে 20% চাপ গেজের পরিসীমা অতিক্রম করে।
মেশিন:
· সরঞ্জামের ব্যবহার উল্লেখযোগ্য তাত্ক্ষণিক চাপ বৃদ্ধি এবং হ্রাস ঘটায়।
· সরঞ্জামের চাপ চাপ পরিমাপের পরিসীমা অতিক্রম করে।
| না. | যে অংশে সমস্যা দেখা দেয় | phenomepological বর্ণনা | নোট | ||||||
| 1 | চাপের মধ্যে ঢালাই অনুষ্ঠিত হওয়ার পরে কোনও বার্ধক্য চিকিত্সা করা হয়নি | স্থিতিস্থাপক উপাদানগুলি ঢালাই এবং চাপ ধারণ প্রক্রিয়ার মধ্য দিয়ে যাওয়ার পরে, তাদের অভ্যন্তরীণ চাপ দূর করার জন্য বার্ধক্যের জন্য একটি নির্দিষ্ট সময়ের মধ্য দিয়ে যেতে হবে। যদি বার্ধক্য বাড়ানো না হয়, সামঞ্জস্য সঠিক হওয়ার পরে, নির্দিষ্ট সময়ের জন্য স্থাপন করার পরে, চাপ দূর হবে এবং পয়েন্টার অবস্থান নীচের দিকে চলে যাবে। ফলস্বরূপ, পরিসীমা ইঙ্গিত হ্রাস পাবে, এবং অ-সীমাবদ্ধ ডায়াল টাইপ মিটারে ঋণাত্মক শূন্য রিটার্ন ঘটবে | একজনের চাপের প্রকাশ এই দৃষ্টিভঙ্গির সাথে সামঞ্জস্যপূর্ণ কিনা তার উপর ভিত্তি করে | ||||||
| 2 | প্রয়োজন অনুযায়ী ক্যালিব্রেট করা হয়নি | সামঞ্জস্য প্রক্রিয়া চলাকালীন, শুধুমাত্র সংযোগকারী রড এবং সামঞ্জস্যকারী বাদাম সামঞ্জস্য করা যেতে পারে। যদি স্প্রিং টিউবটি সরানো হয় তবে এটি বিকৃত হবে। বিকৃতির পরে, একটি ইলাস্টিক ল্যাগ প্রভাব থাকবে। নির্দিষ্ট সময়ের জন্য স্থাপন করার পরে, পয়েন্টার অবস্থান পরিবর্তন হবে এবং এটি আর শূন্যে ফিরে আসবে না | উত্পাদন প্রক্রিয়া চলাকালীন আপনার সরবরাহকারীরা কি কঠোর মান নিয়ন্ত্রণ ব্যবস্থা প্রয়োগ করেছে? | ||||||
| 3 | পাত্রের ভিতরে এবং বাইরের চাপের পার্থক্য | চাপ পরিমাপের পয়েন্টার একটি অস্বাভাবিক স্থানচ্যুতি দেখায়, যার ফলে ভুল ইঙ্গিত হয়। এই সমস্যা আরও প্রকট হয়ে ওঠে কারণ চাপ পরিমাপের পরিসর কমে যায়। ব্যবহারকারীদের বোঝার অভাবের কারণে, এই সমস্যাটি হওয়ার সম্ভাবনা বেশি। চাপ পরিমাপক সম্পূর্ণ হওয়ার পরে এবং তেল প্লাগ ইনস্টল করার পরে, গেজের ভিতরে একটি সিল করা স্থান তৈরি হয়। এই মুহুর্তে, গহ্বরের ভিতরে বায়ুমণ্ডলীয় চাপ বাহ্যিক বায়ুমণ্ডলীয় চাপের সাথে সামঞ্জস্যপূর্ণ। যখন বাহ্যিক বায়ুমণ্ডলীয় চাপ পরিবর্তিত হয়, তখন একটি অভ্যন্তরীণ চাপের পার্থক্য এবং চাপ তৈরি হয় | সাধারণভাবে, যখন এই সমস্যাটি ঘটে, তখন এটি নির্দেশ করে যে জিরোয়িং পয়েন্টার স্থানচ্যুতি তুলনামূলকভাবে ছোট। | ||||||
| 4 | স্যাঁতসেঁতে গর্ত অবরুদ্ধ | যখন পরিমাপ করা মাধ্যমটিতে অমেধ্য থাকে, তখন সেগুলি স্যাঁতসেঁতে গর্তের অবস্থানে জমা হবে। অবশেষে, এটি আটকে যাবে, যার ফলে চাপ পরিমাপক কাজ না করা, শূন্যে ফিরে না আসা এবং আটকে যাওয়ার মতো ঘটনা ঘটবে। | বায়ু ফুটো জন্য পরিদর্শন করা যেতে পারে | ||||||
| 5 | পরিবহন এবং ইনস্টলেশন প্রক্রিয়া উল্লেখযোগ্য বাহ্যিক শক্তি প্রভাব সাপেক্ষে | বাহ্যিক শক্তির প্রভাবের কারণে, অভ্যন্তরীণ ট্রান্সমিশন মেকানিজম স্থানচ্যুতি ঘটাবে, ফলে শূন্যে ফিরে যেতে ব্যর্থ হবে। | এই ঘটনাটি ঘটে যখন চাপ গেজ আনপ্যাক করা হয় বা ইনস্টলেশন এবং ডিবাগিং প্রক্রিয়া চলাকালীন। এটি শূন্যে ফিরে আসে না এবং ব্যবহারের পর্যায়ে ঘটবে না। | ||||||
| 6 | সরঞ্জাম ব্যবহার করার সময় চাপের একটি উল্লেখযোগ্য তাত্ক্ষণিক বৃদ্ধি এবং হ্রাস রয়েছে | উল্লেখযোগ্য তাত্ক্ষণিক চাপ বৃদ্ধি এবং হ্রাস স্থিতিস্থাপক উপাদানগুলির অবশিষ্ট বিকৃতির ক্রমবর্ধমান পরিমাণ বৃদ্ধি করবে, ইলাস্টিক উপাদানগুলির পরিষেবা জীবনকে সংক্ষিপ্ত করবে এবং অ-শূন্য ঘটনাটি আগে ঘটবে; এই ঘটনাটি স্প্রিং টিউবের বাইরের ব্যাস বৃদ্ধির দিকে পরিচালিত করবে। | পরিমাপের জন্য ত্রুটিপূর্ণ অংশগুলি পরিদর্শন করুন এবং অব্যবহৃত অংশ এবং অঙ্কনগুলির মাত্রা পরিবর্তিত হয়েছে কিনা তা পরীক্ষা করুন। এটি আপনার নিজের পণ্যের প্রকৃত অবস্থার উপর ভিত্তি করে নির্ধারণ করা যেতে পারে। | ||||||
| 7 | তার পরিমাপ পরিসীমা অতিক্রম সরঞ্জাম চাপ গেজ ব্যবহার করে | যদি চাপ পরিমাপক ভুলভাবে সংযুক্ত করা হয়, ভুল ধরন নির্বাচন করা হয়, বা সরঞ্জামের চাপ অস্থির হয়, অতিরিক্ত চাপের ফলে, এটি স্প্রিং টিউবকে স্থায়ীভাবে বিকৃত করে দেয়, যার ফলে শূন্য পড়া, সেক্টরের দাঁতের বিচ্ছিন্নতা ইত্যাদির দিকে পরিচালিত হয়। এই ধরনের ক্ষেত্রে, স্প্রিং টিউবের পুরুত্ব বাড়বে, হয় অত্যধিক আকারের চাপের কারণে বা আউট আকারের চাপের কারণে। | পরিমাপের জন্য ত্রুটিপূর্ণ উপাদানগুলি পরিদর্শন করুন, অব্যবহৃত অংশগুলির সাথে তাদের তুলনা করুন এবং অঙ্কন অনুসারে মাত্রাগুলির সাথে তুলনা করুন এবং স্প্রিং টিউবের প্রাচীরের বেধ উল্লেখযোগ্যভাবে বৃদ্ধি পেয়েছে কিনা তা পরীক্ষা করুন৷ এটি আপনার নিজের পণ্যের প্রকৃত অবস্থার উপর ভিত্তি করে নির্ধারণ করা যেতে পারে। | ||||||
| 8 | ঢালাই অবস্থান ফুটো | অসম্পূর্ণ ঢালাই, ঢালাইয়ের ফাটল, ঢালাইয়ের অন্তর্ভুক্তি, আন্ডারকাটিং, দুর্বল ফিউশন এবং অপর্যাপ্ত সোল্ডারিংয়ের মতো ত্রুটিগুলি ঢালাইয়ের অবস্থানে ফুটো হতে পারে। এর ফলে ভুল চাপের ইঙ্গিত হতে পারে এবং শূন্যে ফিরে যেতে ব্যর্থ হতে পারে। | কোনো ফুটো পয়েন্ট পরীক্ষা করার জন্য চাপ গেজ বিচ্ছিন্ন করুন। | ||||||
| 9 | ইনস্টলেশন প্রক্রিয়া চলাকালীন অনুপযুক্ত অপারেশন | চাপ পরিমাপক ইনস্টল এবং শক্ত করার সময়, গেজের হ্যান্ডেলের অবস্থানটি ঘুরানোর জন্য একটি রেঞ্চ ব্যবহার করুন। জোর করে গেজ মাথা সরানো না. গেজ হেড কাত হলে, এটি ডায়ালটিকেও কাত করে দেবে, যার ফলে পয়েন্টার আটকে যাওয়া বা শূন্যে ফিরে না যাওয়ার মতো ঘটনা ঘটবে। | চেহারা ভাল অবস্থায় আছে কিনা তা পরীক্ষা করার জন্য চাপ গেজটি পরিদর্শনের জন্য বিচ্ছিন্ন করা যেতে পারে। | ||||||
| 10 | পয়েন্টার শক্তভাবে চাপা হয় না | সমন্বয় সম্পন্ন হওয়ার পরে, যদি পয়েন্টার ইনস্টল করার সময় অ্যানেরোবিক আঠা প্রয়োগ করা না হয় বা পয়েন্টারটি হালকাভাবে ট্যাপ না করা হয়, ব্যবহারের সময়, বিশেষ করে কম্পন সহ পরিবেশে, পয়েন্টারটি আলগা হয়ে যেতে পারে, যার ফলে ভুল ইঙ্গিত হয়। এই সমস্যাটি প্রায়ই নতুন কর্মচারীদের মধ্যে ঘটে যারা অপারেশন পদ্ধতির সাথে পরিচিত নয় এবং এটি হওয়ার সম্ভাবনা সাধারণত কম থাকে। | চাপ পরিমাপক যন্ত্রটি বিচ্ছিন্ন করুন এবং পয়েন্টারটি নিরাপদে ইনস্টল করা আছে কিনা তা পরীক্ষা করুন। | ||||||
| 11 | আন্দোলনের স্ক্রু শক্ত করা হয় না | স্ক্রুগুলো ঠিকমতো শক্ত করা হয়নি। ব্যবহারের সময়, বিশেষত কম্পন সহ পরিবেশে, স্ক্রুগুলি আলগা হয়ে যায়, যার ফলে সমগ্র সংক্রমণ প্রক্রিয়াটির প্রাথমিক অবস্থান পরিবর্তন হয়, যার ফলে ভুল রিডিং বা শূন্যে ফিরে যেতে ব্যর্থ হয়। এই সমস্যাটি প্রায়ই নতুন কর্মচারীদের মধ্যে ঘটে যারা অপারেশন পদ্ধতির সাথে পরিচিত নয় এবং তুলনামূলকভাবে কম ঘটনার হার রয়েছে। | চাপ পরিমাপক বিচ্ছিন্ন করুন এবং আন্দোলনের স্ক্রুগুলি নিরাপদে ইনস্টল করা আছে কিনা তা দেখতে পরিদর্শন করুন। | ||||||
| 12 | ইলাস্টিক উপাদান ক্র্যাকিং | প্রেসার গেজের অপারেশন চলাকালীন, গেজের স্প্রিং টিউব ফাটল, যার ফলে স্প্রিং টিউব বিকৃত হয়ে যায়। ফলস্বরূপ, চাপ পরিমাপক ঘটনাগুলি প্রদর্শন করে যেমন পয়েন্টার শূন্যে ফিরে না আসা এবং সঠিকভাবে কাজ না করা। | চাপ পরিমাপক বিচ্ছিন্ন করুন এবং নন-ইলাস্টিক উপাদানগুলিতে কোনও ফাটল আছে কিনা তা পরীক্ষা করুন। | ||||||
| 13 | ইলাস্টিক উপাদান চেহারা ত্রুটি | স্থিতিস্থাপক উপাদানগুলির উত্পাদন এবং পরিবহন প্রক্রিয়া চলাকালীন, তাদের পৃষ্ঠের উপর উল্লেখযোগ্য বাহ্যিক স্ক্র্যাচ রয়েছে, যা স্ট্রেস ঘনত্বের পয়েন্ট তৈরি করে। সময়ের সাথে সাথে, এই পয়েন্টগুলি ফাটল এবং উপাদানগুলির চূড়ান্ত ক্র্যাকিংয়ের দিকে পরিচালিত করে। | বিচ্ছিন্ন করুন এবং চাপ পরিমাপক পরিদর্শন করুন। চেহারাটি ভাল অবস্থায় আছে কিনা তা পরীক্ষা করুন, কোনও স্ক্র্যাচ বা ডেন্ট দেখুন এবং ইলাস্টিক উপাদানগুলিতে কোনও ফাটল রয়েছে কিনা তা পরীক্ষা করুন। | ||||||
| 14 | ইলাস্টিক উপাদানের কর্মক্ষমতা খারাপ। | স্থিতিস্থাপক উপাদানগুলি নিজেরাই বৈশিষ্ট্যের অধিকারী যেমন ইলাস্টিক আফটারফেক্ট, ইলাস্টিক ল্যাগ এবং ক্রমবর্ধমান অবশিষ্টাংশ বিকৃতি। এই বৈশিষ্ট্যগুলি স্প্রিং টিউবের উপাদান এবং তাপ চিকিত্সা প্রক্রিয়া দ্বারা নির্ধারিত হয়। ব্যবহারের সময় বাড়ার সাথে সাথে স্থিতিস্থাপকতা ধীরে ধীরে হ্রাস পায়, যার ফলে ইঙ্গিত ত্রুটি, শূন্য থেকে শূন্যে ফিরে না আসা ইত্যাদি। এটি ইলাস্টিক উপাদানগুলির অন্তর্নিহিত বৈশিষ্ট্য দ্বারা নির্ধারিত হয় এবং এটি অনিবার্য। এই কারণে ঘটনার সময় উপাদানের মানের উপর নির্ভর করে। এই ঘটনাটি স্প্রিং টিউবের বাইরের ব্যাস ধীরে ধীরে বৃদ্ধির কারণ হবে। | ত্রুটিপূর্ণ অংশের পরিমাপ পরীক্ষা করুন, এবং অব্যবহৃত অংশের মাত্রা এবং কোন বৃদ্ধি আছে কিনা তা দেখতে অঙ্কনের সাথে তুলনা করুন। এটা নির্ভর করে নিজের বাস্তব অবস্থার উপর। | ||||||
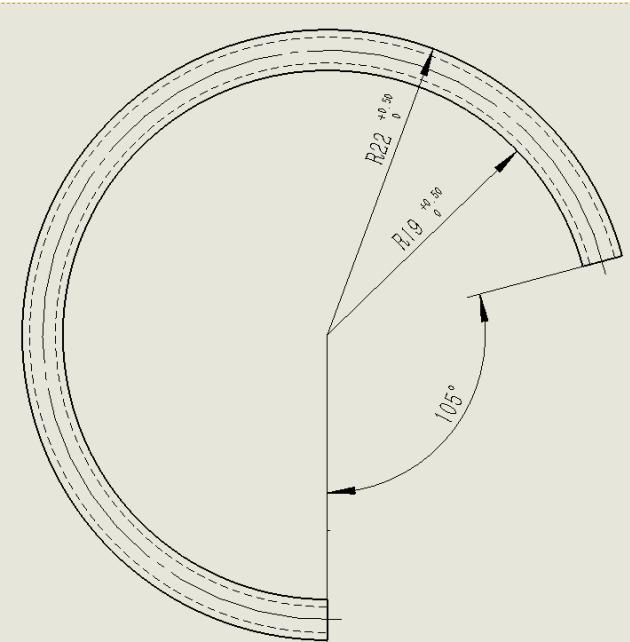
স্প্রিং টিউবের বাইরের ব্যাস এবং প্রাচীরের বেধের প্রকৃত পরিমাপের ডেটাতে কোন পরিবর্তন আছে কিনা সে সম্পর্কে, নিম্নরূপ:
উদাহরণ হিসাবে Y60 টাইপ বোর্ডন টিউব নিন
স্প্রিং টিউবের বাইরের ব্যাস 44 মিমি (0, 1) হওয়া প্রয়োজন (ছবি 1 এ দেখানো হয়েছে)
অব্যবহৃত পণ্যের পরিমাপ করা আকার হল 44.12 মিমি (চিত্র 2 এ দেখানো হয়েছে),

আসুন Y60 মডেলের প্রেসার গেজের উদাহরণ নেওয়া যাক যেখানে পয়েন্টারটি শূন্যে ফিরে আসতে ব্যর্থ হয়। আপনি কি এখন বুঝতে পারছেন ব্যবহারের সময় অতিরিক্ত চাপ এবং অস্থির চাপের কারণে?
আমাদের কোম্পানি দ্বারা প্রদত্ত সংশোধনমূলক এবং প্রতিরোধমূলক ব্যবস্থা নিম্নরূপ:
সংশোধন:
পণ্যগুলির স্ক্র্যাপ করা ঢালাই করা উপাদানগুলি ফিরিয়ে দিন, ঢালাই করা উপাদানগুলি প্রতিস্থাপন করুন, সেগুলি পুনরায় ইনস্টল করুন এবং ক্যালিব্রেট করুন এবং প্রতিস্থাপনের জন্য সরবরাহকারীর কাছে পাঠান৷
সংশোধনমূলক পদক্ষেপ:
1. আমাদের কোম্পানি উপাদান কর্মক্ষমতা জন্য আগত উপকরণ পরিদর্শন এবং ইনকামিং উপাদান কর্মক্ষমতা স্থিতিশীলতা নিশ্চিত করতে এবং ত্রুটি হার কমাতে পরীক্ষার তীব্রতা বৃদ্ধি করবে;
2. সহযোগিতাকারী ইউনিটের দায়িত্বশীল ব্যক্তিদের সাথে ভাল এবং ঘনিষ্ঠ কার্যকর যোগাযোগ বজায় রাখুন। সরবরাহকারী এবং গ্রাহকের উচিত যৌথভাবে নন-জিরো ফ্যাক্টর পরীক্ষা করা এবং ত্রুটির ঘটনা কমাতে নিয়ন্ত্রণ জোরদার করার জন্য একসাথে কাজ করা।

◆ মডেল: YJ150 YJ150A ◆ ব্যবহার: এই সিরিজের যন্ত্রগুলি মূলত শিল্প বা সিভিল সাধারণ চাপ গেজগুলি ক...
বিশদ দেখুন
◆ মডেল: y¨-ml y¨-mf y¨-mg y¨-mz y¨-mk y¨-mn y¨-ms ◆ অ্যাপ্লিকেশন: অপ্রত্যক্ষ পরিমাপ কাঠামোর কা...
বিশদ দেখুন
◆ মডেল: Yp100-l yp150-yp100-f yp150-f ◆ আবেদন: ওয়াইপি সিরিজ ইনস...
বিশদ দেখুন
◆ মডেল: YD40 YD50 YD60 YD75 YD100 YD150 The যন্ত্রের মূল বডি হ'ল বিভিন্ন ধ...
বিশদ দেখুন
◆ মডেল: Yxc60 yx100 yxc-150 ◆ অ্যাপ্লিকেশন: এই ধরণের যন্ত্রটি বিস্ফোরণ বিপত্তি ছাড...
বিশদ দেখুন
◆ মডেল: Yxcm100 yxcm150 ◆ ব্যবহারগুলি: এই ধরণের যন্ত্রটি চৌম্বকীয়-সহায়তায় বৈদ্য...
বিশদ দেখুন
◆ মডেল: Yxd100 yxd150 ◆ ব্যবহারগুলি: এই ধরণের উপকরণটি বৈদ্যুতিক যোগাযোগের চাপ গ...
বিশদ দেখুন
◆ মডেল: ডাব্লুএসএক্স -4 ◆ অ্যাপ্লিকেশন: বৈদ্যুতিক যোগাযোগ বিমেটাল থার্মোমিট...
বিশদ দেখুন
◆ মডেল: ডাব্লুএসএক্সসি -4 ◆ অ্যাপ্লিকেশন: থার্মোমিটারগুলির এই সিরিজের কোনও ...
বিশদ দেখুন
ক্রিয়াকলাপের সুরক্ষা এবং দক্ষতা নিশ্চিত করার জন্য ইঞ্জিন রুম মনিটরিং অ্যালার্ম সিস্টেমটি গুরুত্ব...
বিশদ দেখুন


